|
(Click
here to search CI's Data Book.)

CI
Home
About
CI
Editorial
Archives

Current
Features
Calendar of
Events
Industry
News
What's
New
Classifieds

Advertiser
Index
Buyers'
Connections
E-Com
Profile
Online Show
Profile
Web
Showcase

CI
Giants
CI Giants
Listing Form
Components
Directory
Data Book
&
Buyers'
Guide
Equipment
Digest
Materials
Handbook
Refractories
Review
Reference
Government
Links
Industry
Links

Media
Kit
Subscribe
Online
Bulletin
Board
Contact
Us
|
Posted on:
11/01/2001
Processing Materials with Forced Air
Convection
By Dr. G.S.
Reddy, Research Associate, and Linda Amodeo, Assistant, Micropyretics
Heaters International Inc., Cincinnati, Ohio
Material
manufacturing involves several complex processing steps, many of
which use heat to accelerate drying, firing, sintering and other
operations. These processing steps are usually performed with gas
or oil-fired burners in kilns or other types of equipment that
often require a great deal of time and energy to operate.
A new forced air convection system* has been developed that can
provide a lower-cost, energy-efficient, more environmentally
friendly alternative for many material processing applications.
The new system uses a special class of heating elements to heat
ambient air, and the hot air is delivered through a host of
replaceable nozzles to perform the desired operation. The system
can achieve temperatures ranging from room temperature to 1400°C
(2552°F) with infinitely variable volume flow rates and no harmful
emissions, providing a beneficial new method for drying, firing,
sintering, melting, heat treating, and modifying the surface and
shape of ceramic and metallic
materials.
|
|
Convective vs. Radiative
Heating
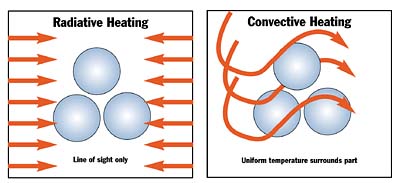
Figure 1. Simulated heat treating
uniformity. |
Unlike conventional
burners and heat sources, which typically use gas or other fuels
to heat the product through radiative, line-of-sight methods, the
forced air convection system is an electrical device that uses
molybdenum disilicide resistance heating elements as its heat
source. These elements, which are powered with anywhere from 0.5
kW to 60 kW of energy (depending on the application and required
temperature), are specially designed to deliver high temperature
under convective load heating conditions. Convective heating
ensures that the desired temperature uniformly surrounds the
materials or parts being processed, allowing heat treaters to
process parts faster with substantially less part failure caused
by non-uniform processing (see Figure 1).
|

Figure 2. The higher temperature forced
air convection system with a plasma
stream. |
Additionally, because
the system is powered by electricity, it is up to 70% more
efficient than conventional gas-powered systems.
For applications below 1000°C (1832°F), such as drying,
preheating, curing and melting, the elements heat the ambient air.
A blower then directs the heated air through nozzles into the
processing chamber, heating it and the workload by forced
convection. The exit temperature of the air or inert gas is
controlled by adjusting the input of electric power or the gas
flow rate through the blower. The heating provided by the unit is
controllable from a very gentle convection to high-flow convection
by adjusting the blower speed.
For applications that require temperatures from 1000-1400°C,
such as sintering, curing, debonding, fusing and heat treating,
hot air convection systems are available that catalytically ionize
the hot air and emit an environmentally benign plasma stream (see
Figure 2). The plasma enables the system to reach higher
temperatures while still using uniform convective heating and air
or inert gas as the heating method.
|
|
Environmental Benefits
The air,
inert gas or plasma emitted by the forced air convection system is
pollution-free. Unlike flame-based technologies, which can cause
explosions, generate noise pollution and produce carbon soot and
other harmful emissions, the forced air convection system operates
silently and does not produce any harmful, pungent or contaminant
gases that could harm the user or the part being
heated.
|
|
User-Friendly Operation
Sophisticated
electronics, with features such as soft starting, programmable
heating and data acquisition, are integrated into the system to
make processing operations user-friendly.1
A lot of flexibility is also built into the system. For
instance, production engineers can use argon, compressed air,
steam, nitrogen or ambient air (using a blower) for the outlet
gas, depending on the application and atmosphere required.
Nozzles, too, can be customized to the end use application.
They can be obtained in different sizes and configurations for
operations such as plasma, bulk mass heating, drying and melting.
The system can be used as either an integral component of a
convection oven or a stand-alone heating device (in place of
conventional burners) in batch, conveyor or continuous pusher
furnaces. In many cases, the system can be used to augment a
conventional system, such as infrared radiation, that is already
in place. Additionally, because the forced air convection system
operates with a broad temperature range, a single unit can often
be used for multiple processing operations, such as drying,
sintering and firing, meaning that less operating space and
equipment are
required.
|
|
Factors Affecting Operation
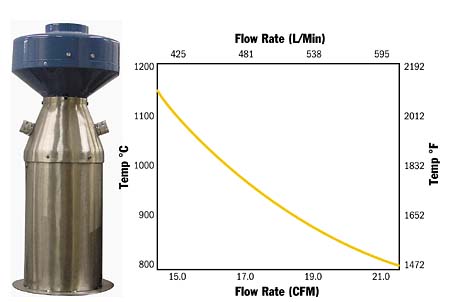
Figure 3. Typical forced air convection
system with a blower mounted on top. The accompanying chart
is a temperature versus flow rate, indicating an inverse
relation. |
The forced air
convection system can be successfully used in almost any heat
treating application within the ambient-to-1400°C temperature
range (see sidebar). However, a number of factors influence the
system’s performance in demanding applications, including the
required volume flow rate, exit temperature, the angle of
incidence, nozzle design configurations and the velocity of the
hot air.
Volume flow rates and exit temperatures have an inverse
relation, as seen in Figure 3. As the required cubic feet per
minute (cfm) of flow increases, the temperature that can be
achieved by the system drops. For applications that require both a
high flow rate and high exit temperatures, multiple systems may be
needed. Three-phase systems, comprising three forced air
convection units operated with one controller, can provide an
efficient solution in these situations.
The heating rate depends on the direction of airflow (angle of
incidence). For optimum performance, the forced air convection
system should be installed at a 180°, 90° or 45° angle. Other
angles, including inverted, will also work.
The temperature of the exit air or gas also affects the speed
and success of the system. In general, the higher the temperature
of the exited air, the faster the materials or parts can be
processed. However, such temperatures are usually limited by the
materials’ or parts’ characteristics.
The nozzle configuration also affects the system’s operation by
affecting the velocity of the hot air delivered, which, in turn,
influences the rate of drying. In general, the higher the air
velocity, the faster the drying rate will be. However, as with
temperature, the application typically determines the required air
velocity.
|
|
Competitive Manufacturing
High energy
prices and the need to control production costs are making it
necessary for ceramic and glass manufacturers to re-evaluate their
operations. Equipment that was once considered essential in
thermal material processing operations must now be reconsidered in
light of new technologies. With an efficient heat transfer,
flexible and highly controllable operation, low equipment cost and
non-polluting operation, the new forced air convection system is
an alternative worth considering as manufacturers strive to remain
competitive in the global market.
|
|
SIDEBAR: Successful Applications of
Forced Air Convection

Figure A. A continuous kiln for drying
ceramic materials using the forced air convection system
coupled with
steam. |
Drying.
Improper
drying conditions often lead to the formation of blisters on
coatings and cracks on the product’s surface. In conventional
industrial drying systems, convection heating of the material is
limited by the heat transfer coefficient, hb, for the static
boundary layer between the moving air and the static liquid on the
surface. Infrared radiation, another type of commercial drying
technology, does not efficiently penetrate deeply into the
material because the waves are scattered by the particle system.
To prevent these problems, the forced air convection system
allows tight control of the volume flow rate of hot air for a
given drying temperature. This flexibility in fine-tuning the
system’s parameters helps the operator accurately and efficiently
control the drying process.
For accelerated drying, hot air from the forced air convection
system can be coupled with super-heated steam to permit safe,
efficient drying of sensitive materials over 100°C (see Figure A).
Because the specific heat capacity of steam (2010 J/Kg/°C) is
twice that of air at 100°C, the steam transfers more heat for the
same mass flow.1 Steam also promotes an increased
ability to percolate through a moist ceramic body, as the
viscosity of steam is approximately half that of air at the same
temperature, thus reducing the drying cycle. Hot air coupled with
steam will eliminate the moisture’s surface tension while reducing
its viscosity to half. The absence of surface tension helps the
surface moisture evaporate rapidly, while the lower viscosity
forces the internal moisture to migrate rapidly to the body
surface.
In contrast, the new forced air convection system promotes
higher velocity, reduces the thickness of the boundary layer, and
increases the transportation of heat and the apparent evaporation
rate. The rate of evaporation (RE) using the forced air convection
system can be expressed as:
RE = hb(TA-TL)/LE
where TA and TL are temperature of air and liquid,
respectively, and LE is the latent heat of evaporation. The new
forced air convection system operates at a higher air velocity and
produces higher (TA-TL) values, and both of these parameters
promote high evaporation rates, as seen from the equation.
While infrared emitters radiate heat that can be used for flat
surfaces with minimal losses due to reflection, infrared radiation
heats only those surfaces of the part that are in the line of
sight of the device.2 As a result, the part attains
non-uniform temperature, which, in turn, causes differential
expansion of thin film coatings and substrates. Combining the
forced air convection technology with infrared radiation heating
offers the advantage of heat convection, leading to uniform part
temperature even in deeply contoured and hidden surfaces of parts,
thus eliminating spalling and enhancing the drying rate as it
rapidly drives off moisture.
Sintering Hard Ceramics
The new forced air convection
technology can be coupled with continuous belt operation to
manufacture higher density silicon nitride machine tool inserts,
which can be used to machine extremely hard materials. Tests
revealed that the new system provided lower humidity and improved
uniform heating during the sintering operation, and these
characteristics yielded inserts with 3% higher density, maximum
shrinkage and no warping or micro-cracks. The increase in density
is believed to improve tool life.
Heat Treating Carbonaceous Materials
When used with
continuous belt operation, the forced air convection technology’s
cyclic “heating-cooling” type of loading has enabled it to be used
to dry or continuously treat the surface of fibrous, carbonaceous
materials in a host of heat loss environments. In conventional
flame-based systems, burning, oxidation and non-uniform heating
often occur, which adversely affect the integrity of the fibrous
material. Combining the new technology with steam for convective
heat transfer applications has made it possible to attain the
intended goals of drying and heat treating without adverse effects
due to the added ability to closely control and monitor the
temperature and flow rate.
Melting Alloy Ingots
The higher temperature plasma
forced air convection technology has been used to melt and cast
aluminum alloy ingots in a fireclay crucible with graphite wash.
The plasma acts as a protective or inert atmosphere over the melt
and prevents oxidation, resulting in cleaner alloy ingots. Ingots
made using the plasma technology had a bright shining surface, and
losses due to dross formation were less than 0.5%, compared to
furnace melted and cast ingots, which are generally 3%.
Shaping Composite Glass
Forced air convection
technology coupled with infrared heating can also be used for
shaping fiber reinforced composite glass in situations where
infrared heating alone is not sufficient. Glass shaped with this
technology has exhibited low residual stresses and higher impact
resistance, resulting in improved life.
References
1. Frank Sims, Engineering Formulas,
Industrial Press Inc., 1996, p.185.
2. Michael Grande,
“Combining Infrared & Convection Heating,” Process Heating,
September 2001, pp.
26-29.
|
References
1 K. Staples, V.
Sarvepalli, M. Fu and J.A. Sekhar, U.S. Patent No. 5,963,709, October 5,
1999.
Related
Websites
Dr.
G.S. Reddy has a Ph.D. in metallurgical engineering and is a research
associate with MHI Inc. He has over 10 years of industrial research and
development experience in metal processing. For more information about
the forced air convection system, contact Dr. Reddy at MHI, Inc., 613
Redna Terrace, Cincinnati, OH 45215; (513) 772-0404; fax (513) 672-3333;
e-mail [email protected]
or [email protected];
or visit www.mhi-inc.com.
|

