MHI Manufactured Products
MHI Inc. is a globally recognized leader in manufacturing advanced electrical equipment for energy-efficient thermal solutions, using innovative materials. With a steadfast commitment to sustainability, we provide energy-efficient solutions that reduce environmental impact and lower operational costs. Our climate-conscious initiatives help clients achieve significant energy savings while enhancing overall efficiency.
MHI’s electric process heaters are designed for reliable performance, requiring no lubrication or soot removal, thus reducing maintenance. They are crucial in industrial operations, with high-temperature capacity and energy efficiency essential for optimal industrial performance. By choosing MHI, you invest in reliable, low-maintenance, energy-efficient technologies that support a more sustainable future. Unlock your CAPEX and OPEX savings with MHI controls. Contact MHI.
Compact Footprint, High Efficiency
Low-Pressure Drops.

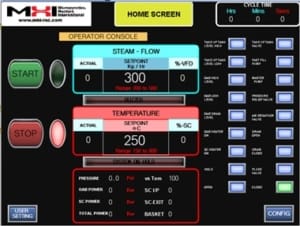
Electric Steam Generators, Wide Steam Rate Range Settings, Independent Pressure Settings
Set the flow or maximum power and temperature. Touchscreen Controls.

Revolutionize Project Payback Periods with MHI’s Advanced Electric Solutions and Modern Control Philosophies for Operator Ease and Safety.
One of the key paths to achieving high returns is to aggressively shift the product mix toward higher-value products produced with higher efficiency and at higher temperatures.
Plan for Zero GHG Emissions?
MHI-Inc® provides innovative solutions for zero greenhouse gas (GHG) emissions. Key technologies help you meet energy-saving mandates, save on taxes, conserve water, and provide permanent metallic antimicrobial protection for clean surfaces. The lifetime savings from increased efficiency are significant, often five to ten times the additional investment. MHI makes emissions reporting easy with special software for its e-heaters. ![]()
Achieve Your Energy Efficiency and Decarbonization Goals
The returns from an investment in an electric process heater or steam generator increase as the heater’s energy efficiency improves, particularly when energy prices are volatile. MHI’s solutions are designed specifically for energy-intensive industries, helping you meet high-energy-efficiency decarbonization goals. You can count on MHI-Inc’s quality, dependability, customer support, and advanced manufacturing techniques. ![]()
Embrace Sustainability Metrics with MHI
MHI specializes in highly energy-efficient, high-emissivity, decarbonizing technologies with high sustainability metrics.![]()
Key benefits from the MHI product line:
- Energy Savings: Optimize energy usage with our electrical KW to MW power range systems for various applications. Electric heaters are considered more convenient to use and maintain.
- Sustainability: Reach zero GHG emissions and adhere to all strict environmental mandates.
- Efficiency: Enhance energy efficiency in energy-intensive industries. A new optimization, combined with digital and electronic controls, smart technologies, and evolving IoT connectivity, enables remote monitoring and control.
- Advanced Technology: Leverage our expertise in high-emissivity and energy-efficient decarbonizing solutions. MHI is known for quality, reliability, customer engagement, and advanced technology production methods. Electric systems provide more reliable, consistent heating, with remote on/off control and the ability to adjust steam generator temperatures and flow rates.









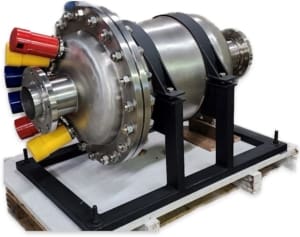
Convective Energy, up to 1200°C
1200C or more for test beds
Extremely Compact
Easy serviceability. Friendly engineering support. Wide flexibility. Experienced staff.






Class Leading Longevity


MHI manufactures industrial and prototype-scale, high-quality thermal products.
MHI Airtorch®, steam generators, plasma, high-power compact heating elements, electrical panels, furnaces, and process-heat generators offer remarkable energy efficiencies. Such improvements in high-temperature technology make the most significant climate impact by delivering high power densities for high productivity.
Industrial decarbonization refers to reducing carbon dioxide (CO2), nitrous oxide (NOx), and methane (CH4) emissions from industrial activity to the atmosphere. Decarbonization aims to eliminate industrial carbon dioxide and equivalent GHG emissions by replacing combustion with clean electric heating methods. Deep decarbonization requires switching to clean energy sources, using eco-friendly sustainable materials, and shifting from fossil fuels to electric heating. A significant impact on decarbonization is possible with the industrial MightySteam® and Airtorch®—Clean Energy Solutions for a Smart Factory. Today, it makes more economic sense to carry out industrial heating by electrification as the most cost-effective way to reduce emissions than any other technique.

TRIPAN Three-phase controller for Glow Panels and Thermoplates.

Tips on choosing equipment for sustainability and decarbonization.


300+KW MHI Power and Temperature Control Panels
Airtorch® 1000C output with low-pressure drop


Plasma and Steam Solutions








MHI – Micropyretics Heaters International
A global leader in smart-power industrial device technologies. Successfully navigating the global grand-challenges in energy efficiency, sustainability and decarbonization for all our customers.
We strive to assist our customers build deeper relationships, cut costs, and improve their energy efficiency and work-productivity.
Across every industry and region, OEMs and end-users are looking for ways to improve their heat-treat equipment and processes to improve efficiency and decarbonize. They face increasingly stringent CO2 and NOx emissions regulations while being challenged to be more eco-friendly by reducing fossil-fuel usage and their carbon footprint. All MHI products offer substantial water savings and energy efficiency with zero combustion, aligning with the sustainability needs in the commercial and industrial sectors. Being ecologically sensitive provides better returns on investment.
Electrification supports compliance with several clean regulations, especially for facilities looking to modernize and reduce NOx, soot, and greenhouse gas emissions. It will help facilities meet future regulatory and environmental goals. MHI products also consider:
- Energy Regeneration.
- Peak Load Reduction.
- Backup Power Support: for managing shutdown.
- Sustainable & Maintenance-Free: Long lifespan, low maintenance, and no hazardous chemical waste.
- Compact & Fast Responsiveness.
Decarbonization, sustainability, energy efficiency, clean manufacturing, and antibacterial qualities are critical attributes of MHI products. To ensure their products conform to the evermore complex framework of energy use regulations, all manufacturers must undertake initiatives to improve energy performance, develop clean and sustainable energy, and protect the environment.
MHI has surpassed several industry sustainability goals — sometimes 15 years ahead of technical society schedule. MHI Inc.’s strengths are state-of-the-art technologies, rapid fabrication, manufacture, design, service, and value-added efficient engineering products. Testimonials.
MHI has invented new topographical and topological materials such as Quasi-R® nano-materials and composites.
MHI provides end-to-end visibility for prompt customer support and transparent low prices on the MHI web-store.
MHI provides practical sustainability solutions. Green technologies.
Why MHI Products?
Choosing equipment with a high power factor rating can help reduce reactive power consumption.


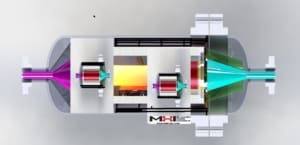
Steam Generator Products

- The only company that offers a complete range with OAB® and GHGA models.
Key features include:
– Instant steam for packaging and sleeves.
–Common problems with boiler use in CPG packaging
– Comprehensive controls and user-friendly design.
– Learn more about steam, humidity, and steam generation.
– High-temperature capabilities for canning, food, and antimicrobial use.
– Example of over 90% energy and water savings with OAB steam generators. Infographic.
Modern Electrical Steam Generator with patented high-efficiency steam, air, and vapor generators featuring steam-side flow control and independent tuning for power, temperature, steam flow, and pressure.
Airtorch® Products (Process Air/Gas Generators)

Airtorch Piping
**Tips for Selection and Use**
Low-pressure drop for significant energy savings.
– Available from KW to MW with saddles and blind flanges.
MHI heaters with complete repairs—join our “Never Down” program.

Airtorch Introduction Movie
Aluminum, Zinc, and Silver enhancement furnaces.
Why conserve energy quality?**
– We are experts in concentrated power.
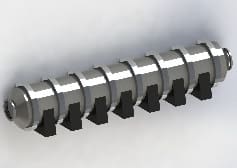
Heating Elements and Performance Materials
Decarbonized Electric Heating Elements: High-Quality Materials**
MoSi2, SiC, GAXP®, and IgMP, along with materials
Quasi-R® Nano Materials and Ceramics.
Made in the USA**: Our products are patented, durable, and crafted for high temperatures.
– **Custom Options**: We provide various sizes and shapes for quick delivery and easy replacement.
Connectors**: Contact us for information on long-lasting connectors.
– **Microheaters**: Explore our range, including the GiantHeat™.
For inquiries or orders, please reach out!
Furnace Products

Experience the Benefits of Decarbonized Technology Furnaces
Featuring Best Spans, NanoFractal Roof Hangers, and High Uniformity with Durable Stainless Steel Inside and Out
MHI furnaces use safe, non-toxic, fiber-free refractory materials for a healthier environment.
Equipped with UL-rated controllers and certified panels for reliability.
Includes a full warranty.
Explore our offerings: Thermoplates (Hot Plates), Microfurnaces, Fiber Furnaces, and Tilt Casting Furnaces—engineered for excellence. Furnaces with Decarbonized Technology.

 MHI Inc. USA
MHI Inc. USA
 MHI Inc. USA
MHI Inc. USA

 MHI Inc. USA
MHI Inc. USA
 MHI Inc. USA
MHI Inc. USA



 MHI Inc. USA
MHI Inc. USA MHI Inc. USA
MHI Inc. USA MHI Inc. USA
MHI Inc. USA MHI Inc
MHI Inc
 MHI Inc. USA
MHI Inc. USA MHI Inc USA
MHI Inc USA

 MHI Inc. USA
MHI Inc. USA MHI Inc. USA
MHI Inc. USA MHI Inc. USA
MHI Inc. USA MHI Inc. USA
MHI Inc. USA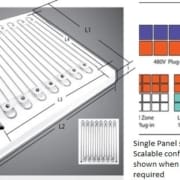
 MHI Inc. USA
MHI Inc. USA MHI Inc. USA
MHI Inc. USA MHI Inc. USA
MHI Inc. USA



{kind=link}