MHI Inc. Product and Company Overview
![]()
MHI Inc. is an innovative global manufacturer of electrical equipment, thermal products, and materials , with sustainable technology, a climate vision, and customer-centric business solutions. MHI has over 1,300 customers in the industrial heating and decarbonization sectors. To address the growing global demand for electricity (nearly 4% in 2024), MHI strives for energy efficiency across all its devices.
MHI’s state-of-the-art facilities, experienced workforce, and proven track record of delivering high-quality products have built a strong reputation with long-term relationships with clients and partners. We’re committed to meeting our customers’ global energy and thermal challenges with MHI-patented innovations in our products, sustainable designs, and materials. The thermal challenges MHI Inc. has tackled include innovations in manufactured products and sustainable designs to overcome high-temperature materials and design requirements, device compactness, and demonstration of high energy efficiencies.
Industrial Heating Sectors for Deep-Decarbonization

With its patented industrial materials and design, MHI is an emerging global leader in intelligent power delivery and deep decarbonization equipment supply, particularly in Megawatt Electric Heating and Steam Generation.
Energy Efficiency, Climate Concerns and Rapid Decarbonization
1: Overview
2: What is MHI doing for the climate?
3: Basic Concepts in Energy Efficiency
The NeverDown policy protects all MHI customers and allows us to offer you the best value and price.
Read more about project costing.
About| Mission| Scholarly References| Testimonials| Awards| Useful Links,
Download a PDF of the MHI product catalog. Discover MHI.
Links to all product categories online.

Modern Electrical Steam Generator
Superheated Steam Generators|Microheaters | Airtorch®| Heating Elements | Radiative and Convective Heating Augmentation Heating Panels| Furnace and Furnace Accessories | Thermoplate| Microheater | Robust Radiator™ | Fiber Heater | Silicon Carbide Elements | Plasma |Nano Products | Electric Control Panels
Customer Quality Focus Example
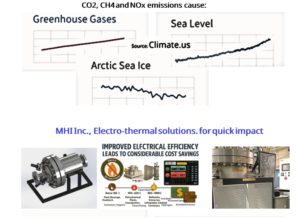
Prevent CO2 Emissions. Zero CO2 emissions now!


Testimonials by Category:
From wildfire-ravaged California to storm-battered Louisiana to flood-prone Florida, an increasing number of Americans and people worldwide have come to experience global warming as a personally devastating force. All MHI products are electric and often feature critical proprietary electronics that extend product life and enhance energy efficiency.
Decarbonization
What is deep decarbonization? Deep decarbonization refers to eliminating CO2 emissions from a physical process. This involves replacing fossil fuel combustion with electric energy devices, particularly in a circular economy. For every 1 kWh (3.6 kJ) of energy used or converted through electric methods instead of burning carbon-containing fuels, approximately 0.8 to 2.2 pounds of CO2 emissions can be avoided. Deep decarbonization and energy efficiency go hand in hand.
For instance, a device with a capacity of 100 kW can prevent 80 to 220 pounds of CO2 emissions per hour by using electric heating instead of fossil-fuel combustion. Similarly, a 10 MW device can prevent 8 to 22 tons of CO2 emissions every hour.
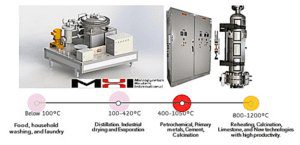
MW decarbonized heating and drying convection.
Industries where deep decarbonization is feasible. Ceramic, Cement, Metal production, Aluminum primary and secondary, Steel, Food and beverage, Ore drying, Chemical, Fuels, Calcining, and any heat-treating operation. Electric energy and Fossil fuel energy costs may be converging. The social cost of CO2 production is already significant and is increasing.
How much CO2 is produced in industrial operations? In 2021, the total excess global CO2 emissions were about 37 Gigatons (Gt). Of this, about 12 GT, or 30%, was made by industrial operations and the rest by transportation and power generation. These are rough estimates.
What is the growth rate of CO2 emission? Excess emissions increased by over 2.0 Gt from 2020 to 2021 (post-pandemic recovery). Very rough numbers indicate that the excess CO2 increase averages between 0.4 and 0.9 GT/year over the past 20 years. The annual growth rate of atmospheric carbon dioxide over the past 60 years is about 100 times faster than the natural increases that occurred at the end of the last ice age, 11,000-17,000 years ago.
What was the atmospheric CO2 concentration in 2022? About 421 ppm. The estimate in 2024 is 426 ppm.
What was it in the year 1950? About 281 ppm.
How does this relate to extreme weather? Measuring the rate of increase is essential because it relates to the rate of temperature rise. A clear explanation is here.
Is global warming tied to the increase in CO2? Yes. The GHGs (greenhouse gases) are rising rapidly. This is the cause of several climate-related damages to infrastructure, as it enables severe weather events such as very high temperatures, thunderstorms, and lightning. Climate change could trigger significant losses in asset values, harming the US and the global economy. Video. As the planet rapidly approaches the 1.5-degree Centigrade warming threshold, scientists warn that rising temperatures are degrading the Earth’s ability to absorb carbon dioxide, threatening to exacerbate climate change. Regardless, one should note that the Earth’s average temperature fluctuates yearly due to natural variability in Earth’s climate systems. To keep warming in check, countries must make steep cuts to emissions in the next few years, with an emphasis on industrial heating and the electrification of large kW and MW installations. Contact MHI.
Can CO2 emissions be quickly mitigated? Yes. Changing to electric heating in the industrial sector may be the lowest-cost CO2 emission reduction strategy per KW (Equipment power capability). 1 MW of electrification of industrial heating that replaces fossil fuel heating methods can save about 0.2 -0.5 tons of equivalent CO2 emission per hour. Contact MHI.
Is the technology available? Yes.
Compact commercial Single Stage 45 MW, larger electric convective heaters, and decarbonized steam generators for all global voltages by country are now available. Each 10 MW machine today is compact. For example, a 400C 1.2 MW heater is only 24″ long. About twenty-five to fifty 10 MW machines working year-round (~8760 hrs. per year operation ) could be enough to start meaningful capping the emissions to the 2022 levels. Contact MHI. View all MHI products.
Tips for the best decarbonization equipment. When feasible, always select the equipment that offers the best energy efficiency, lowest pressure drops, lowest ancillary costs, highest degree of process control electronics, and highest temperature output (as it leads to rapid productivity and efficiency). Also, choose highly compact units with a low spatial footprint. Choose stainless steel or low-corrosion enclosures and minimize materials that cannot be recycled.
Can one capture CO2 from the air and store it? Perhaps, but what can be captured can always be released. Capture costs are high. Please click here to compare the economics of carbon sequestration against simply preventing emissions. Why not just avoid making the CO2?





COMPARISON OF ENERGY EFFICIENCY FOR A CPG Example
| Combustion/Flame | MHI Electric Systems | |
| Appearance | Non-uniform heating – resulting in store-bought bottles varying in quality of labels. | Repeatable uniform heating – resulting in consistent label results. Once conditions are dialed in, the setup will yield minimal variation. |
| Bottle or Treated Surface | Combustion leaves deposits on the surfaces (visible to micro level) | Airtorch® or Steam or Steam/ Air patented heating leaves no combustion product on treated surfaces. Improves detail and appeal. |
| Sources | Combustion sources creates explosion hazards
Costly fuel Emissions of CO2 from combustion ‘Hot’ spots from flame heating Venting required |
Electric Systems are Clean. Electric line
Ambient Air or Water No Emissions No Combustion Evenly Distributed Heat |
Electric Systems Offer Design Improvements / Enhancements over Fossil Fuel Heaters
SUSTAINABILITY
| Modules for a Green Work Environment | ||
| Combustion/Flame | MHI Electric Systems | |
| Modularity | New gas lines, more consumables used, safety approvals, etc. | Modular with no hard lines needed. You can add and subtract modules in minutes.Easy to install
Easy to operate Easy change of configuration Highly mobile |
| Repeatability | Non-uniformities result from combustion treatments on surfaces—deposits, uneven heating, and variable hardness from heat treating. | Electric systems offer uniform, repeatable, and continuous treatment of products resulting in considerably less variance. |
| Control | Lack of precise control from combustion is a problem. | Precise control of temperature and output offers high energy efficiency to your process. A high level of control also allows for repeatable protection features such as overtemperature protection. |
![]()
MHI All-Products Catalog
We have listened to hundreds of customers for over twenty years and created innovative approaches and solutions to meet their critical needs. Here are some testimonials.
Our Innovation-Based Approach to Product Introduction Integrates Radiant Smart Energy, Smart Process Gas, SmartSteam, and SmartPlasma.

Creativity can solve almost any problem. Perfection is an art. Author: George Lois
The World of Microheaters – Pioneered by MHI
 |
 |
 |
 |
 |
|
 |
 |

MHI Markets

Growth Companies in Cincinnati
Technology and Business Solutions.
Partnering With MHI.
Mission Scholarly References Testimonials Awards Useful Links About
Winner of
American Made Challenge Award Winner
| Characterizing Partners Partner and Alliances. Recognizing and mutually seizing beneficial opportunities is the key to our alliance strategy. One of our primary goals is to generate a partnership with each customer, so we can better appreciate the customer’s application challenge. This open, collaborative approach is designed to attract the visionaries and the innovators — potential partners whose technologies complement our own. |
| Sales to hundreds of direct users. Contact MHICompanies that offer energy efficiencies or Original Equipment Manufacturers (OEMs) integrate our components into their own analytical devices. Contact MHI
Distributors are sales agents who purchase products from us and resell them to their customers. Contact MHI Representatives are commission agents. Contact MHI Value-added Resellers and Private Labelers typically repackage our products, add value in some other fashion, and then market those products under their name. Contact MHI Vendors/Suppliers provide us with products that we test for branding. Contact MHI Grant Seekers/Proposal Writers collaborate with us on grants and proposals seeking funding for developing new technologies. Contact MHI License possibilities to technology and trademarks. Contact MHI |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Do Simplicity in Design and Energy Sustainability go together? Yes, by integrating engineering and science inventions.
What is Industrial SmartPower™? Decarbonized methods of energy use are a vital aspect of Smartpower. Industrial-scale smart power devices are highly energy-efficient, offer low footprint/weight, and increase productivity. It is always cost-effective to use a lower amount of high-grade energy compared to the inefficient use of vast amounts of low-grade energy.
MHI products offer energy efficiency with intelligent power. MHI products incorporate clean energy concepts and sustainability demands. MHI progress has often been compared to miniaturization in materials and process technologies that parallel rapid advancements in the computer and electronic products industry. Specific developments in materials technology at MHI are seen to improve its industrial thermal products, thus providing a trusted platform for several escalating economic and environmental benefits in packaging, tool bits, automotive, textile, and other market sectors. Such benefits reduce weight and material consumption, increase strength, reduce energy consumption, and enhance performance. New materials technologies of interest include novel energy-efficient materials, non-stick metals, water-repellent glass, lightweight alloys and polymers, fluids, and low-friction coatings for biotechnology and nanotechnology applications. These new materials are now fully integrated into MHI industrial thermal products. A significant example is the use of nanostructures at high temperatures for the GAXP®, leading to the availability of new nanostructured heating elements. Improving the heat transfer rate (speed), energy efficiency, and footprint becomes more critical as production demands increase.
Please download the Airtorch(R) and OAB® catalogs from the adjacent column for reviewing case studies. With such tested and transformative products, MHI now offers new solutions for Tool-bit Improvements, Stick resistant Cast Iron Surfaces, and CPG Shrink Packaging – with almost 90% energy saving and 90% water savings, as applicable. Heavy use for the patent-fenced oxynitride surface in the automotive world is expected. The unique MHI-thermal Airtorch® has made possible high-temperature and high-pressure testing and systems simulation for advanced materials. The combination of MHI ions and steam influences biotic and abiotic applications. Use hybrids for quick production with the OAB® hybrid development for CPG and the Cascade e-Ion for Non-stick textures.
What is smart power? A device that uses high-quality energy. A choice of technology that enables devices with improved energy efficiency and working environment is based on intelligent control. The use of smart power effectively speeds up industrial and commercial processes. Smart power devices have lowered energy use in the lighting, cooking, textile, packaging, and industrial processes for air/gas heating. Designers who employ smart power devices have been able to create with brilliance, in brilliant colors with reduced power draw. MHI Inc. has pioneered and patented smart power high-temperature materials and systems. MHI is one of the few companies that actively utilizes hard nanomaterials and even offers samples for developers.
Why and how are MHI devices built with high energy efficiency? The use of high-grade energy almost automatically leads to many improved efficiencies, including much lower energy for an objective and much lower processing time, i.e., higher productivity. MHI excels in high-grade energy conversion in the hot-products sector. High-temperature energy is high-grade energy. Now Quasi-R™ MHI technology further extends the dramatic energy savings into the Exajoule range.
Thermal processing companies worldwide are feeling pressure to lower the environmental impact of their operations and make them more sustainable. These pressures come from governmental regulations and societal expectations, resulting in increasingly stringent requirements expanding globally. Many companies are accelerating their “green” initiatives and programs to leap ahead of these regulations and lead this transformation for their industry.
Advanced Thermal Products 2023



Other features of smart devices: They enhance safety, for example, when doing away with pressure in steam or process air systems or employing FiberfreeTM insulation. This is how SmartTechnology devices have evolved historically.
Advanced Structures and Materials at MHI. Vertical development processes are used to develop even more innovative products such as the Airtorch, OAB® instant-steam producing units, or the versatile use cascade-e-ion. Then further vertical methods are used to create hybrid solutions for the steam chambers and the Cascade e-ion plasma standard and are interested in rapid processing energy savings for the shaping of electronic display glass for cell phones, tablets, and biomedical displays.
Products, Processes, and System Advances at MHI. Effective manufacturing and management processes of systems are a key competitive factor that MHI invests in – for both efficiency and application efficacy. The processes associated with research, design, new product development, manufacturing technology, and service provision that users prefer (testimonials) are of particular importance. The smart-power manufacturing technologies pioneered by MHI can serve the innovation, commercial and industrial sectors to provide better returns on investment ROI in a socially responsible manner. MHI has strengths in design and value-added engineering services. For example, the Airtorch® is a highly efficient high-temperature flow device. Other examples, such as the most modern heating element material, the GAXP®, incorporate nano-technology in MHI products. MHI tries hard for good end-to-end visibility while safeguarding its core competencies.
Financing Required? Please contact MHI so that we can work through ROI and helpful financing options where available.
| Did you know? The advances made by MHI in Advanced Materials And Thermal Devices parallel other Engineering Advancements such as in Computer Science. See below how MHI has revolutionized the boiler industry with Steam Generators or Revolutionized the Plasma Industry with the Cascade e-ion air plasma. |
 |
| Q: What are the changes that are occurring in modern thermal technologies? Can one get expect energy efficiencies today compared to the past.A: Very similar to the miniaturization for computers. Please reflect on how large 1970-style IBM machines have evolved to desktop PC or tablets. Similar advances have now occurred for steam, process heat generators and rapid ionic reaction processes.
Traditional large foot-print and high power (kW) thermal furnaces and machines are being replaced by small foot print and highly energy efficient smart-power devices thus leading to enormous global energy and water savings. A savings in just 10KW with a smart power device converts to about a $8000 per year (click for assumptions). Examples of Modern Machine in Applications: Industry: Consumer goods packaging industries or textiles. Many applications of the new MHI devices allow a 12kW use (instead of 150kW) and 90% water savings that could be realized. General purpose tunnels and superheated steam are offered for antimicrobial cleaning from food to metals and polymers. Materials industry such as automobiles. Coatings and modified surfaces: A smooth hard anti-seize process can be used to make useful coatings that can be created within seconds as opposed to days, thus saving energy and time. Or tool bit surfaces, improved in an effortless manner compared to earlier methods Use powerful MHI devices for continuous VOC removal or use for rapid heat treatment and/or surface treatments like finishing to hardfacing. The operating cost estimate per pound of VOC removed is about ~0.5¢*, for normal ppm contamination concentration removal. Compare with over $4/lb. Please contact MHI to verify calculations |
MHI products allow novel designs and shapes.

One Atmosphere Boiler, OAB®

Typical Size/Footprint: A 24hr/Kg 750°C configuration fits on half the standard-sized desk-top table.
Use steam for general pharma-steam heating to enable rapid chemical reactions, spray steam, biofuels, or electric generation.

Waste to Fuel and other CO2 reactions


Cascade e-Ion Plasma Capability

Click on picture above to view video
Use as Cascade e-Ion source DRO melt cleaner or as De-e-Ion depositor. Powder and other deposition made easy. Clean melts of aluminum, silver, zinc and others. Process metals to dielectrics. Cascade super-ionic flame below. (Not a combustion flame) CleanElectricPlume™.
Typical Size/Footprint: A typical ~ 15kW e-Ion Plasma™ configuration fits on half a standard sized desk-top table.
Please contact MHI for estimated savings for deposition or surface treatment type applications applicable to materials from soft-plastics to hard metal-composites. Consider replacing conventional flame, Induction or Laser type processes. Almost all customers who consider the Cascade e-Ion for an application or to GoldenBlue™ request Deburring of parts.
* Assumptions include 10¢ per kWh for electric use. Additional costs may apply like cost of water, gas, air, replacement costs, amortization and others as applicable. Benefits include lower-cost as applicable, including higher productivity and other savings from improved processing and product. Additional savings on certification if applicable. Please contact MHI for a ROI calculation specific for your application.
* Assumptions include 10¢ per kWh for electric use. Additional costs may apply like cost of water, gas, air, replacement costs, amortization and others as applicable. Benefits include lower-cost as applicable, including higher productivity and other savings from improved processing and product. Additional savings on certification if applicable. Please contact MHI for a ROI calculation specific for your application.
Why Are Energy-Efficient Products Important

Discussions on Conserving the Quality of Energy

Benefits from Electrification of Heating Equipment (Estimates are approximate and not guaranteed).
The electrification of industrial heating has the potential to substantially reduce the total energy consumed in industrial heating processes. Resource utilization of common materials, such as water, is optimized by technology’s energy efficiency. MHI products listed on https://mhi-inc.com/ exhibit exceptional energy efficiency and resource conservation. The technologies included patented technologies that replace conventional process gas heaters and pressure boilers with efficient electric process gas heaters and instant steam generators, operating in the high kilowatt and megawatt power ranges with very high-temperature capabilities. Advances in electrical heating technologies are driven by improved energy conversion efficiency, compactness, and precise control capabilities, thereby ensuring attractive financial payback periods for clean, energy-efficient equipment. Heating and thermal technologies influence productivity substantially. Source.
The industrial sectors include iron, steel, glass, cement, aluminum, polymers, stucco, and mineral processing, encompassing activities from food drying to calcining. While industry-specific needs may influence the types of improvements and new technologies relevant to different sectors, heating remains a universal requirement not confined to specific industry demands. If electric heaters are to be deployed quickly as a substitute for fossil-fired heaters, they must offer attractive payback economics. Such payback can result from improved heater efficiency (typically greater than 95% with MHI resistance electric heating technologies).
In comparison, fuel heaters might achieve only about 50-75% efficiency (due to flue gas, radiation losses, and heat exchanger losses), large-scale induction heaters around 50% (because of coupling losses), and dielectric heaters also around 50% (due to coupling losses). Additionally, MHI heaters can operate at 1200 °C for convection and approximately 1800 °C for radiation. MHI process heaters can function in an oxidizing atmosphere, such as air. Because of these advantages, the payback period for energy-optimized processes typically occurs within a few months, even when higher CAPEX is required for compact equipment made with innovative, U.S.-discovered, enhanced materials. Calculations clearly indicate that enhanced efficiencies can lead to lower OPEX costs and a lower Total Ownership Cost (TCO). Journal Source.
Energy efficiency can prolong a product’s lifespan by optimizing energy consumption throughout its use. A more efficient life cycle is consistently achieved with higher energy efficiency. The enhanced efficiency of high-temperature heaters leads to significant productivity increases and a longer lifespan. Industrial heating is extensively used in the steam generator industry (commonly known as the steam boiler sector). High-temperature steam is utilized for comfort heating, sanitation, controlled textile drying, consumer packaging (shrink wrapping), curing concrete, soy production, antimicrobial purposes, food processing and safety, meat tenderization, milk processing, laundry, skincare, pyrolysis–gasification of municipal waste, and other applications. Industrial systems consume large amounts of steam, much of which cannot be recycled. Traditionally, steam was produced by fossil-fuel-fired pressure boilers, which are often inefficient and yield saturated steam with water droplets, leading to significant energy and water losses. New MHI electrical superheated steam generators produce steam without liquid water, reducing water and energy consumption in many steam processes.